1 工程概况及技术难点
虹桥综合交通枢纽是集机场、磁浮、铁路、地铁、出租、公交等一系列交通枢纽的综合性交通枢纽见图1。虹桥综合交通枢纽位于上海市西郊的华漕镇和长宁区的虹桥地区。

虹桥枢纽楼前高架桥北工程,是最大跨度达56米,标准跨度为50米的钢箱桥体,具有超大面积、超重钢箱体偏心构件和双曲面空间体等结构特点和制造难点: 第一、为解决桥面泄水问题, 桥面不是平直的,而是有坡度和拱度的,因而制作时要充分考虑桥面板焊缝的收缩,在胎架放样制作中消化到1.5 米间距的每一个工作点上;第二、为保证双曲面桥体的弧面美观的外观要求,必须减少焊接点和焊接量,在放样制作中根据钢板曲率和钢板延伸率的原理确定单块钢板面积的最大极限,同时采用火焰变形方法,掌握钢板变形状态;第三、大量采用16mm-18mm 的薄板,大部分采用立焊、仰焊等非常规焊接方法,焊接质量和焊接变形控制都将是一个严峻考验。 同时针对箱体拼接板厚变化频繁的特点,制作过程中既要考虑工厂拼板焊接,又要考虑制造段间的拼装焊接,同时考虑工地大拼装与吊装合拢段的焊接条件,在钢板坡口形式、焊接方法、焊接间隙控制、检验方法上必须进行工艺创新;第四、超大面积、大吨位、空间截面复杂构件对工地大拼装、翻身和移动对重心点的确定提出了极高要求。
2 吊装区块的工厂制作
根据现场起吊能力、位置的布置及安装顺序将某一区域桥体划分为若干个吊装区块。每个吊装区块根据运输限制(构件的长、宽、高及重量的限制)又划分为若干个工厂加工出厂的制作区块。
吊装区块的制作思路:被划分出的吊装区块在胎架上整体制作,采用倒装法。区块内各运输段的面板、底板单独拼接、矫正后下料,面板在胎架上点焊成整体。利用运输分段处的肋骨嵌补段位置用码板固定板间对接缝,腹板可按板长整体安装,分段时切割开。在安装桥面U型肋、球扁钢(仅点焊)后,安装焊接成部件的横向隔板和横向隔仓,利用隔板的支持安装桥体腹板,在隔仓上部安装桥底U型肋、球扁钢,最后安装桥底板。为控制桥体的焊接变形,先完成隔板与腹板之间的焊缝,且采用分步退焊,使隔板与腹板形成相对固定的井字格。而后焊接腹板、隔仓板与U型肋、球扁钢、面板、底板的焊缝,使隔板、腹板与面、底板形成稳定的箱体,最后焊接U型肋、球扁钢与面板的焊缝。运输段翻身后焊接U型肋、球扁钢与面板的焊缝。
2.1 由于工厂的生产按吊装计划划分制作区块,每一制作区块又包含3-4个吊装段,而每一制作区块是在不同的胎架上进行制作,因此在制作区块间存在四周接口问题。现规定吊装顺序在后的且面板外伸的接口边放30mm的调整切割余量,见图2.1。
举例:下图为第四区段中3个安装区块的安装顺序;最先安装的是第一制作区块(含4-1、4-2、4-3、4-4吊装段),其他的区块配合它,因此其四周不放余量。后装的第二制作区块(含4-5、4-6、4-7、4-8)与第一制作区块的结合边放30mm余量后供工地调整用,再后装的第三制作区块(含4-9、4-10、4-11、4-12)与第二制作区块的结合边放30mm余量后供工地调整;以此类推。

2.3 由于桥梁的各截面有相似性,内部的零件尺寸相近,同时桥梁的拱度变化较缓,在安装时会出现位置装错,上下边、左右边装反,因此必须有一个统一的标记方向和方法:
(1) 详图中的平面是桥梁的实际安装位置,零件编号的标记面为:桥宽向为近侧向远侧,桥长向为横截面的剖面视向(详图上均有安装标记,用钢印标记在零件上);零件编号的标记位置:左上角距离侧边400mm。
(2) 由于安装采用倒装法,实际安装时面板、底板的标记在右上角反面,腹板的标记在右下角正面,隔板的标记在左下角反面,见图2.3。

(3) 安装标记用钢印及记号笔,面板、底板、腹板零件用记号笔。
2.4 制作区块内各制作分段的面板、底板、腹板的对应位置
工厂制作区块的地样中有隔板及腹板的位置线(由工作点引出),每一制作段中的面板、底板上标记在胎架上就位的位置线,基准位置线选择近侧第一条腹板位置线(桥宽向),第一条横隔板线(桥长向),见图2.4。
2.5 制作分段制作完工对各运输段进行检验和补充如图2.5所示内容:增加各制作段间的现场间距控制线,在每一现场对接焊缝边的两侧各100mm的线上标注3处(3点钢印)。现场组合时按206mm为控制间距。对应运输段号,见图2.5。
2.6 部件组合
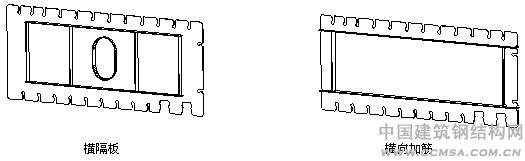
2.6.1安装之前,部件先进行组合、焊接、矫正,不能将部件的焊接和焊接变形带到整体组装中。如下图中的横隔板、横向加筋的处理:
a.箱形桥梁的内部的隔板部件,在零件下料后先组合成部件,分步退焊后矫正,见2.6.1-1。
(1).顶板用T排(U型槽)组合、焊接、矫正在T排组合前进行40mm/4米的反变形,焊接采用分段退焊。减少角变形和拱度。
(2).分段处的横隔板、横向加筋的焊接、矫正和加固处理
(3).由于桥面有1%的倾斜,因此横隔板、横向加筋、T排的对角线不等。(零部件的两侧垂直地面)安装之时要注意方向,见图2.6.1-2。
(4). 箱型桥梁的面板的组合、焊接后的矫正必须先完成,不能将变形留给下一步。虽然在这一环节花了较大功夫和较长时间,但实践证明非常有利于后期制作,拆分后的运输段箱梁变形小,总的制作周期反尔缩短了。
2.7 弯曲零件加工
(1). 单向弧形板的弯制采用三芯辊轮上进行弧形板的卷制成型或模具压制。并用样板进行检验见图2.7.1。
(2).双向弧形板的压制,在放样后的钢板上画出宽度中心线,利用沿中心线多节段的压制出近似的双曲面。
(3). 桥面上走圆弧的U型肋,用折线替代,图2.7.2。

图2.7.2弧形板的压制、放样
2.8制作实施
(1).在按要求设置的相应胎架上采用倒装法工艺装配,以桥面板作为基准面,在胎架上放置桥面板,划出U型肋或球扁钢、横隔板和腹板等零部件的位置线,装配U型肋或球扁钢、横隔板、腹板和腹板竖向加劲、底板球扁钢等零部件。
(2).安装焊接成部件的横向隔板和横向隔仓,侧向设置支撑。安装从中间向边缘展开。隔仓的标记、方向需确认,吊线检验。
(3).利用隔板的侧向支持安装腹板,调整隔仓板与腹板的相对位置。
(4).扩大装配范围,对形成井字格的位置进行分段立焊。部分安装底板U型肋或球扁钢作为框架的支持件。
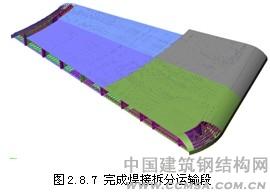
(5).安装边缘隔仓板和底板U型肋或球扁钢。如图2.8.4~2.8.7。

图2.8.4扩大装配范围图 2.8.5安装边缘隔板
(6).扩大腹板与隔仓板间焊缝的范围,焊接隔仓板与U型肋、球扁钢间的焊缝,焊接腹板与面板间的焊缝。
(7).从圆弧侧装开始安装桥底板。
(8).底板安装完毕后,焊接腹板、隔仓板与底板间的焊缝,最后焊接U型肋、球扁钢间焊缝。各运输段拆分后,焊接底板与U型肋、球扁钢间焊缝。
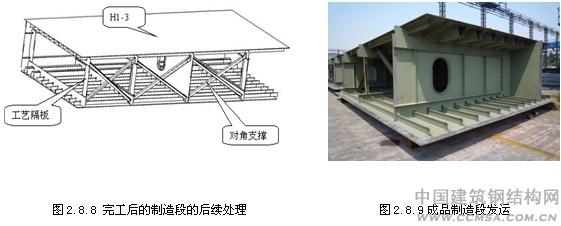
(9).标记现场对接符号(面板、底板),清理胎架与构件的焊缝,检验整体构件,记录各胎架支座处的间隙数据,用与下次制作段的调整。清理制作分段间的马板,分离各工厂制作分段。设置支撑、安装工厂翻身用吊点,吊点的位置设置在腹板、隔板交叉处(因此处的腹板、隔板已与底板焊接)。
(11).分离前的各工厂制作分段,在一侧无纵向腹板的隔舱板间设置支撑(支撑用厚度t=12mm的连接板带L100X12的角钢),以防吊运和翻身时构件变形。分离制作件,翻身后将构件放置平稳,焊接剩余焊缝。安装工地吊点。矫正后验收,并打上制作段标记。见图2.8.8~2.8.9。
3 结语
虹桥枢纽楼前高架桥目前已全线通车,宝钢钢构通过精心组织、精细管理、用于创新,克服了技术要求高、加工量大、工期紧等困难,优质高效地完成了虹桥枢纽楼前高架桥北区工程的加工制造和现场大拼工作。通过对大跨度双曲面钢箱梁制作创新工艺进行分析总结,初步证明该类道桥钢箱梁制作工艺的适应性和有效性,为业内同行提供可供参考的实例。
参 考 文 献:
[1] TB10212-98 铁路钢桥制造规范 北京 中国铁道出版社 1998
[2] DGJ08-117-2005 城市桥梁工程施工质量验收规范
[3] JTJ 025-86 公路桥涵中国建筑金属结构信息网及木结构设计规范 北京 人民交通出版社 1987
作者简介:贺明玄:宝钢钢构有限公司总工程师
下载附件需要消耗0点,您确认查看吗?
"欢迎大家转摘!转载须注明中国建筑金属结构协会建筑
中国建筑金属结构信息网网(www.CCMSA.com.cn)谢谢合作!"

















 : 77251500 、398693829
: 77251500 、398693829