



中国建筑金属结构信息网技术论文




摘 要:针对目前一些超高层中国建筑金属结构信息网施工过程中出现的钢柱安装偏差超出规范允许范围,对后续中国建筑金属结构信息网安装造成极为不利的影 响。本文通过实例,综合考虑高层安装中的各种因素,提出了一次性纠偏和渐递性纠偏两种方案,并对两种方案进行比较,最后确定采用一次性纠偏,此方案在实际施工过程中取得非常好的效果。
关键词:超高层中国建筑金属结构信息网安装纠偏技术
1、工程概况:
某写字楼主体结构为钢框架-支撑筒体系,共分核心筒、内筒(内有支撑体系)和外框架三部分,其中外框架总平面尺寸为51m×51m。结构高约200米 ,地下5层,地上40层,工程总用钢量为3.6万吨。本工程核心筒有钢柱4根,规格为箱形□900×900×90;内筒有钢柱20根,规格为箱形□1300×900×60(4根角柱)、箱形□900×900×60;外筒有钢柱32根规格为箱形□800×800×60;共计56根。
2、工程安装现状与问题:
某施工单位主体结构施工到地上1.1米时,对工程56根钢柱进行柱身进行垂直度偏差复测,复测结果见图1。发现钢柱不同程度均有偏差,其中44根钢柱的垂直度偏差超出《中国建筑金属结构信息网工程施工质量验收规范(GB50205-2001)》允许范围,最大偏差达到38mm,且部分钢柱出现双角度的扭偏。为使工程能在地面以上顺利安装,必须采取措施对钢柱就行纠偏。

3、纠偏方案的选择:
针对本工程的钢柱垂直度的偏差程度和安装现况,经过多轮的研讨,基本上确定了渐递性纠偏和一次性纠偏两种方案。渐递性纠偏方案是以钢柱偏位的基础,在规范允许的钢柱偏差范围内对每节钢柱进行逐节向上纠校,直到钢柱完全找正到轴线位置;一次性纠偏是将+1.1m处的上节钢柱一次性纠正到位,通过对上、下节钢柱拼接处的节点进行补强处理,达到纠偏的目的。通过认真分析,分别就两种方案的制定了详细的实施细则。
3.1、渐递性纠偏:
以A6-AL轴钢柱为例,钢柱柱身+1.1m处向北偏15mm、向东偏19mm。因此,该柱的垂直度偏差须从2个轴线方向来调节。
调整垂直度偏差前,首先调整好钢柱的定位轴线。根据规范要求,钢柱单节柱顶中心线对柱底中心线的相对水平位移差,分为x、y两个方向,允许偏差值为不超过h/1000且小于10mm(h为单节柱长度)。
该处钢柱+1.1m以上对各段钢柱进行分段后,第一节钢柱柱高4.9m,第二节柱高5m,第三节以上每节柱均为9.2米。该钢柱在A6-AL轴向东偏移19mm,向北偏移15mm。因此确定在+1.1米以上该钢钢柱分4次调整。+1.1米以上第一节柱在安装时向西调整4mm,向南调整4mm;第二节柱在安装时向西调整5mm,向南调整5mm;第三节柱在安装时向西调整7mm,向南调整6mm;.第四节柱在安装时向西调整4mm。
为使纠偏能正确进行,还须注意以下事项:①、钢柱制作时,预先在柱底的四个侧面,用钢冲标识出钢柱的中心线;②、上一节钢柱的定位轴线不允许使用下一节钢柱的定位轴线,应从控制网轴线引至高空,保证每节钢柱的安装标准,避免过大的误差积累;③、校正时采用径向放置的两台经纬仪对钢柱观测,见图2;④、校正过程中,在钢柱偏斜侧,利用千斤顶进行轴心的调校,待钢柱调到预控值后拧紧临时连接耳板的高强螺栓(临时连接耳板的螺栓孔应比螺栓直径大4mm,利用螺栓孔扩大调节钢柱制作误差的-1~+5mm的误差),调校见示意图3;⑤、根据每节钢柱的纠偏控制值,钢梁的长度在制作时相应进行补偿或缩减;⑥、安装钢梁时先安装上层梁,再安装中、下层梁。
3.2、一次性纠偏:


该纠偏方法采用钢板补强和焊缝过渡相结和的方法,即:+1.1米以上的钢柱以控制网轴线定位一次性安装到位,安装后对其与+1.1米以下的钢柱的端头形成的错口先进行焊接,检验合格后,然后用补强钢板或焊缝进行过渡,使其形成较好的受力传递。因此对错口值>8mm的,采用钢板进行补强,对错口值≤8mm,采用焊缝过渡法使其形成平缓过渡。具体实施如下:
钢板补强法:针对不同的偏差程度,采用不同的钢板厚度。①、15mm<错口值>8mm的,采用20mm(Q345C)钢板;②、25mm≤错口值≥15mm的,采用30mm的板(Q345C)钢板;③、错口值>25mm的,采用40mm(Q345GJ-C)钢板。补强节点见图4。补强钢板喷砂处理达到Sa 2.5级,钢板需平整,其两侧坡口采用机械加工。焊接时应对钢柱和补强板预热至100℃~200℃,二氧化碳气体保护焊施焊,其左右两侧焊缝采用双人对称焊接,每焊一道焊缝便及时清理焊渣、飞溅等残留物,并注意每道层间焊缝的温度不得高于预热温度。由于补强钢板施焊后焊缝较多,易积聚应力。因此在焊接的同时,用圆头手锤在钢柱侧边、补强钢板中间进行敲动,以使应力缓慢释放。
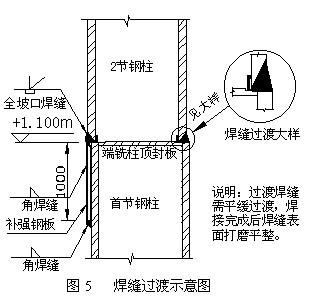
焊缝过渡法:对上下钢柱偏差值≤8mm、上下钢柱扭偏时每侧偏差≤8mm时,对其错台采用焊缝进行平缓过渡,并使余高均匀。由于焊缝过渡时,焊缝高度小,焊缝表面成型要求高,因此采用二氧化碳气体保护焊,焊丝直径为1.2mm、低线能量施焊。焊缝过渡法施工示意见图5。
3.3、纠偏方案的比较和选择:见表1。

|
 :
: 