一、工程概况
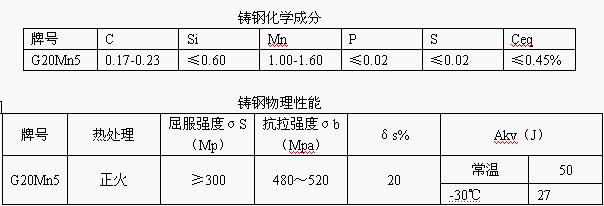
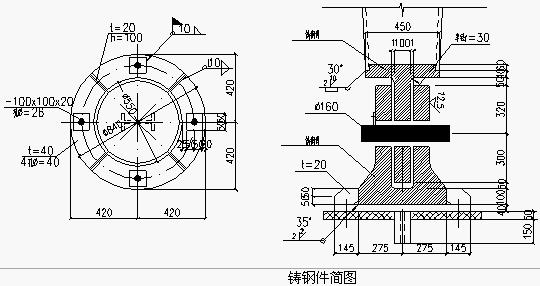
本工程位于北京市东城区海运仓危改区B3区,总建筑面积59187m²,其中地上建筑面积40767 m²,地下建筑面积18420 m²;由钢框架—砼筒体混合主结构、玻璃房子、悬挑雨篷组成;结构用钢材等级为Q345;玻璃房子由9更中国建筑金属结构信息网变截面圆管柱与箱形梁组成承重体系,圆管柱与基础、箱形梁连接节点将外露大厅,为保证安全,张显建筑气质,所有节点结采用铸钢件铰接;欧盟标准Din En 10293中G20Mn5作为铸钢件母材;非加工外表面粗糙度应达到(参照GB6060.1-85标准中样块)Ra≤25μm,允许打磨、喷砂或喷丸处理。
焊接用途的铸钢件材料可按GB/T 7659焊接结构用铸造碳钢件标准选择,该标准有3个牌号,最高牌号是ZG275-485H。近年高牌号钢材应用越来越普遍,我国铸钢件标准没有与之相当的牌号,现多参照DIN EN 10293选择材料,采用G20Mn5,该材料焊接性能良好,合理控制化学成分,配合热处理,其屈服强度≥300MPa,抗拉强度≥500MPa,完全能达到与Q345相当的力学性能。










 :
: 